Ustawienia piły tarczowej dla precyzyjnego cięcia – kompletny poradnik
Ustawienia piły tarczowej dla precyzyjnego cięcia – kompletny poradnik
Precyzyjne cięcie wymaga nie tylko dobrej tarczy, ale również prawidłowych ustawień piły tarczowej. Różnice kilku stopni kąta, ułamków milimetra wysokości tarczy czy nieprawidłowy posuw mogą sprawić, że cięcie będzie postrzępione, krzywe lub spalone.
W tym artykule przedstawiamy najważniejsze parametry ustawień, które pozwolą uzyskać maksymalną dokładność cięcia na pile stołowej, ukośnicy lub pilarce ręcznej.
1. Wybór odpowiedniej tarczy – fundament precyzji
Zanim przejdziesz do ustawień, konieczne jest użycie tarczy odpowiedniej do danego materiału.
Najważniejsze parametry:
-
duża liczba zębów (60–96) – im więcej, tym czystsza krawędź
-
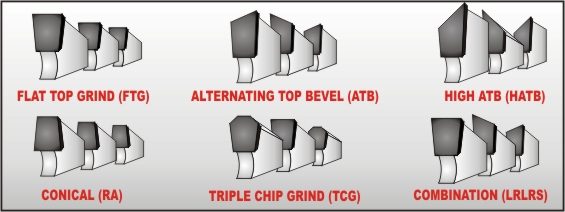
geometria zębów ATB lub Hi-ATB – minimalizuje wyrwania
-
sztywna tarcza z laserowymi nacięciami – redukcja wibracji
-
kąt natarcia 0° do +10° – lepsza kontrola cięcia
Dobre ustawienia piły nic nie dadzą, jeśli tarcza jest:
❌ zużyta
❌ niewycentrowana
❌ niewłaściwie dobrana do materiału
2. Wysokość tarczy – klucz do czystej krawędzi
Ustawienie tarczy zbyt nisko lub zbyt wysoko wpływa na:
-
czystość cięcia,
-
bezpieczeństwo,
-
ryzyko wyrwań.
🔧 Prawidłowa wysokość:
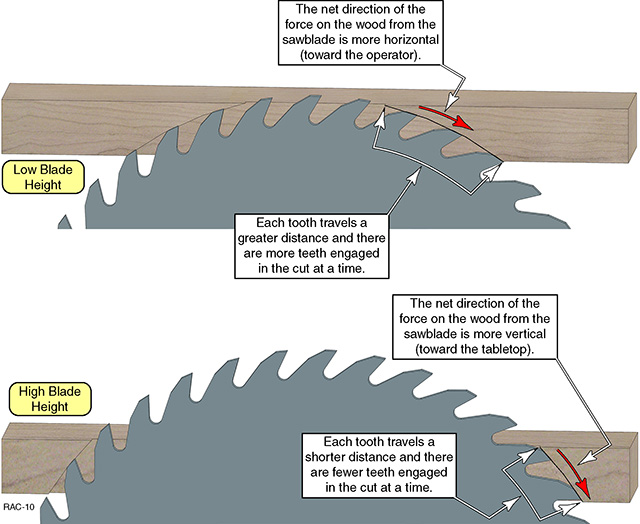
Tarcza powinna wystawać 5–10 mm ponad materiał – czyli mniej więcej tyle, ile wynosi wysokość jednego najwyższego zęba.
Dlaczego to działa?
-
zbyt niska tarcza → zęby uderzają poziomo, wyrywają materiał, powodują przypalenia
-
zbyt wysoka tarcza → zwiększone ryzyko kickbacku, większe obciążenie silnika
3. Ustawienie prowadnicy (fence) – równoległość to podstawa

Precyzja cięcia poprzecznego i wzdłużnego zależy od idealnej równoległości:
-
prowadnicy bocznej
-
tarczy
-
rowka prowadzącego (mitre slot)
Jak sprawdzić ustawienie?
-
Ustaw suwmiarkę lub wskaźnik zegarowy w rowku prowadzącym.
-
Zmierz odległość do tarczy z przodu i z tyłu.
-
Różnica powinna wynosić 0,0–0,1 mm.
Większe odchyłki powodują:
-
falowanie cięcia,
-
nadmierne nagrzewanie tarczy,
-
odrzut materiału.
4. Kąt tarczy (tilt) – dokładność w stopniach
Większość pilarek umożliwia ustawienie kąta 0–45°.
Najczęstszy błąd:
❗ Cięcie pod kątem „0°”, które faktycznie wynosi 0,5–1°.
Jak ustawić precyzyjnie?
-
Użyj kątomierza cyfrowego (digital angle gauge) lub
-
ustaw tarczę kątem prostym do stołu za pomocą stalowej ekierki precyzyjnej.
Dokładność powinna wynosić: ±0,1°
5. Ustawienie posuwu – feed rate
Zbyt szybki posuw powoduje:
-
wyrwania,
-
falowanie krawędzi,
-
zwiększone ryzyko odrzutu.
Zbyt wolny:
-
przypalenia,
-
przegrzanie tarczy,
-
"polerowanie" zębów.
Wskazówka:
Posuw powinien być płynny, a dźwięk tarczy stały.
Jeśli tonacja pracy się zmienia → posuw jest nieregularny.
6. Użycie osłony przeciwodpryskowej (splinter guard)
Do cięć precyzyjnych w laminatach i sklejce warto stosować:
-
listwę przeciwodpryskową przy prowadnicy,
-
wkładkę zero-clearance insert w pilarce stołowej.


Dzięki temu krawędzie materiału nie mają gdzie się odrywać – cięcie jest idealnie równe.
7. Stabilizacja materiału – wykończenie bez wibracji
Nawet idealne ustawienia nie pomogą, jeśli materiał drga.
Zadbaj o:
-
stabilny, równy stół roboczy,
-
docisk materiału do prowadnicy,
-
podkład wspierający przy długich elementach.
Dodatkowo warto użyć:
-
popychaczy,
-
featherboardów,
-
roller stand przy długich cięciach.
8. Kontrola stanu tarczy przed cięciem
Co sprawdzić?
-
bicie boczne tarczy (max 0,2 mm)
-
czystość powierzchni i zębów
-
brak żywicy i smoły
-
brak luzu na mocowaniu
Zabrudzona tarcza = gorsze cięcie + większa temperatura + szybsze zużycie.
9. Jakość cięcia – jak rozpoznać błędne ustawienia?
|
Objaw |
Możliwa przyczyna |
Rozwiązanie |
|---|---|---|
|
Wyrwania |
zbyt niska tarcza, zła geometria |
podnieś tarczę, zmień na ATB/Hi-ATB |
|
Przypalenia |
zbyt wolny posuw, tępa tarcza |
zwiększ posuw, oczyść/zmień tarczę |
|
Falowanie cięcia |
nierównoległa prowadnica |
skalibruj fence |
|
Strzępienie laminatu |
brak osłony przeciwodpryskowej |
użyj zero-clearance insert |
|
Drgania |
luźny stół, źle dokręcona tarcza |
dokręć, ustabilizuj stanowisko |
Podsumowanie
Precyzyjne cięcie piłą tarczową to połączenie:
-
właściwej tarczy,
-
poprawnych ustawień narzędzia,
-
stabilnego prowadzenia materiału.
Najważniejsze ustawienia, o których trzeba pamiętać:
-
Wysokość tarczy: 5–10 mm ponad materiał
-
Równoległość prowadnicy: tolerancja 0,0–0,1 mm
-
Kąt tarczy: kontrola cyfrowym kątomierzem
-
Użycie wkładki zero-clearance
-
Płynny posuw i stabilizacja materiału
Jeśli te elementy będą poprawnie ustawione, uzyskasz czyste, gładkie i powtarzalne cięcia niezależnie od rodzaju materiału.
Przejdź do strony głównej Wróć do kategorii Poradnik WIR